

Sensitive robotergestützte Ultraschallprüfung
Projektziele & Projektergebnis
Umsetzung projekt in den Bereichen „Produktion“ mit dem Ziel der Erhöhung/Steigerung/ Optimierung der Produkt- / Servicequalität, des Informationsflusses (Qualität, Verfügbarkeit, Transparenz), des Innovationsgrades und von Prozessen.
Das Projekt bestätigte die technische Machbarkeit einer möglichen Automatisierung der Ultraschallprüfung von Schmiedeteilen mit einem sensitiven Roboter, der einen Ultraschallkopf mit hoher Feinfühligkeit über die Oberfläche führt.
Gesamtprojekt
Top Erkenntnisse aus dem Projekt
Ausgangslage
Zentrale Fragestellungen im Projekt
- Ist ein sensitives Führen eines US Kopfes mit einem Roboter möglich?
- Wie wirkt sich das Koppelmedium auf die Sensitivität aus?
- Bis zu welchem Grad sind unbekannte Geometrien mit dem Prüfkopf erfassbar?
Projektdetails
Ausgangslage:
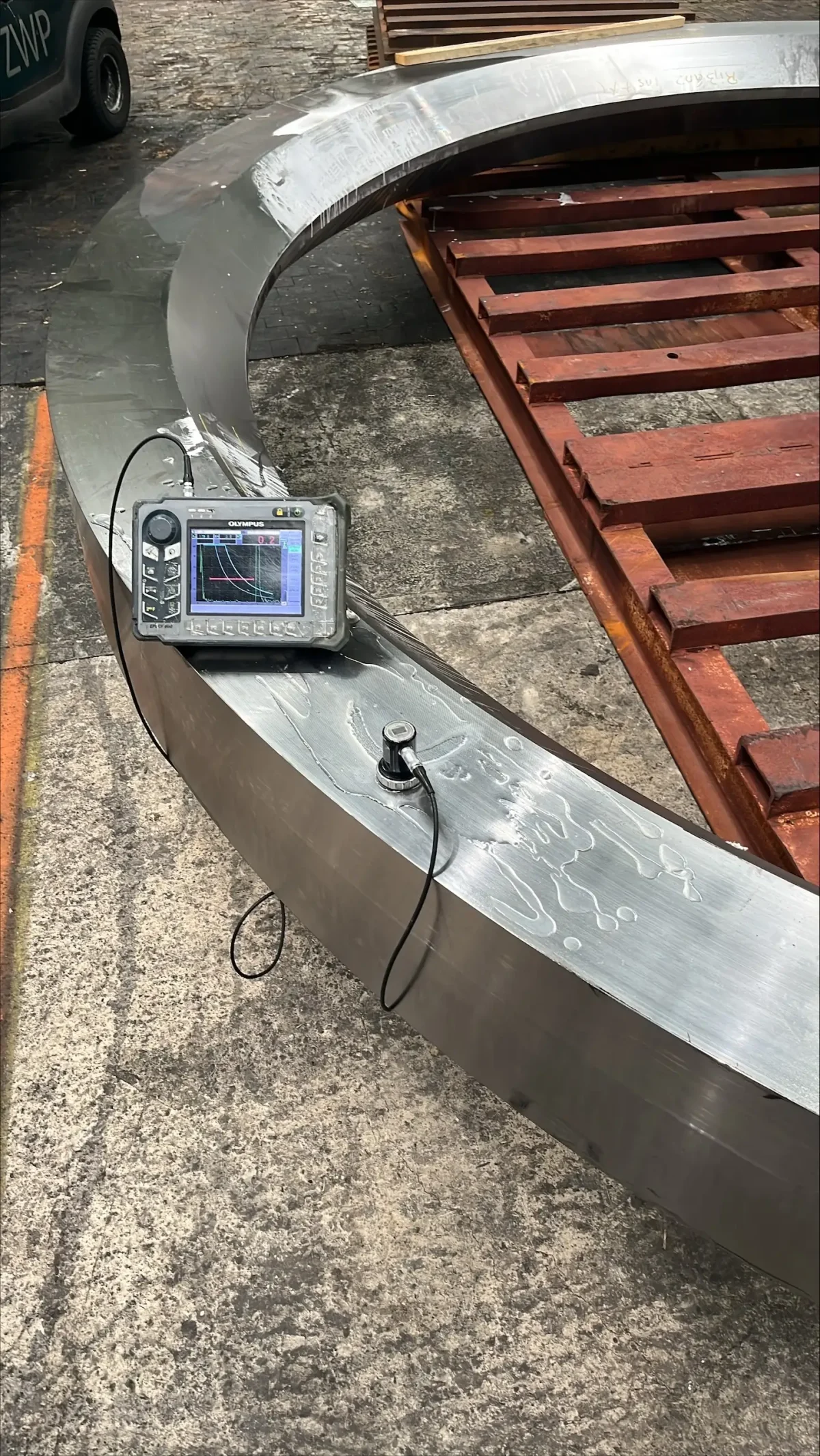
In der industriellen Fertigung stellt die Qualitätssicherung durch zerstörungsfreie Prüfverfahren einen essenziellen Bestandteil dar. Ein etablierter manueller Prüfprozess zur Ultraschalluntersuchung großer Schmiedebauteile mit einem Durchmesser zwischen 3 und 5 Metern zeigte jedoch signifikante Herausforderungen. Zum einen war die manuelle Durchführung dieses Prozesses mit hohen ergonomischen Belastungen für das Prüfpersonal verbunden. Die händische Führung des Prüfkopfes erforderte eine dauerhafte physische Beanspruchung sowie eine hohe Konzentration zur Einhaltung der Prüfvorgaben.
Darüber hinaus war der Prüfprozess durch Streuungen in den Messergebnissen gekennzeichnet, da individuelle Schwankungen in der Anpresskraft des Prüfkopfes sowie in der Handhabung des Koppelmittels die Reproduzierbarkeit beeinträchtigten. Zudem erfolgte weder eine digitale Speicherung der Prüfdaten noch eine systematische Dokumentation, sodass eine nachträgliche Analyse oder eine lückenlose Qualitätssicherung erschwert wurde.
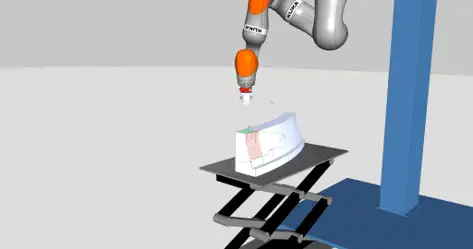
Vor diesem Hintergrund bestand die Notwendigkeit einer Machbarkeitsstudie, inwieweit eine Automatisierung dieses Prozesses durch den Einsatz eines sensitiven Roboters möglich ist. Ziel war es, den Roboter für die präzise Führung des Ultraschallkopfes einzusetzen und eine kraftgeregelte Steuerung während des gesamten Prüfprozesses zu realisieren. Dabei sollte eine konstante Anpresskraft gewährleistet sowie eine standardisierte Applikation des Koppelmittels sichergestellt werden.
Projektziele:
Im Rahmen des Projekts wurde eine detaillierte Machbarkeitsuntersuchung zur Automatisierung eines manuellen Ultraschall-Prüfprozesses durchgeführt. Dabei sollten zentrale Fragestellungen beantwortet werden, um die technische Umsetzbarkeit und die potenziellen Vorteile eines robotergestützten Prüfprozesses zu evaluieren. Die erste Fragestellung lautete: Ist ein sensitives Führen eines Ultraschallkopfes mit einem Roboter möglich?
Hierbei wurde analysiert, ob ein Roboter in der Lage ist, den Prüfkopf entlang einer vorgegebenen Bahn präzise zu bewegen, während er eine konstante Anpresskraft aufrechterhält. Dies sollte die Reproduzierbarkeit der Prüfergebnisse verbessern und die Abhängigkeit von individuellen Bedienereinflüssen eliminieren. Die Steuerung des Roboters erfolgte kraftgeregelt, um eine optimale Kopplung zwischen Prüfkopf und Werkstück sicherzustellen. Die zweite zentrale Fragestellung war: Wie wirkt sich das Koppelmedium auf die Sensitivität des Systems aus?
Da das Koppelmittel eine entscheidende Rolle für die Signalübertragung im Ultraschallprüfprozess spielt, wurde untersucht, inwiefern unterschiedliche Applikationsmethoden und Mengenverteilungen die Qualität der Messergebnisse beeinflussen. Ein Ziel war es, eine zuverlässige und reproduzierbare Koppelmittelaufbringung zu gewährleisten. Die dritte Fragestellung befasste sich mit der Flexibilität des robotergestützten Systems: Bis zu welchem Grad sind unbekannte Geometrien mit dem Prüfkopf erfassbar?
Da Schmiedebauteile in ihrer Form variieren können, wurde getestet, wie gut sich die Bahnplanung und Steuerung des Roboters an unterschiedliche Werkstückgeometrien anpassen lassen. Eine Kombination aus CAD-gestützter Bahnplanung und einer Kalibrierung am realen Werkstück wurde genutzt, um die Machbarkeit einer automatisierten Geometrieanpassung zu prüfen. Neben der technischen Machbarkeit wurden im Projekt auch weitere Optimierungspotenziale betrachtet. Die Digitalisierung des Prüfprozesses spielte eine zentrale Rolle.
Vorgehensweise/Umsetzung:
Im ersten Schritt wurde der bestehende manuelle Prüfprozess detailliert analysiert, um die zentralen Herausforderungen und potenziellen Fehlerquellen zu identifizieren. Diese Analyse bildete die Grundlage für die Entwicklung eines Automatisierungskonzepts. Der Fokus lag auf der Gewährleistung einer präzisen, kraftgeregelten Führung des Ultraschallprüfkopfes, der kontrollierten Applikation des Koppelmittels sowie der digitalen Erfassung und Dokumentation der Prüfdaten. Auf Basis der CAD-Daten der Schmiedebauteile wurde eine erste exemplarische Bahnplanung erstellt, die eine systematische Abtastung der Bauteiloberfläche ermöglichte. Da Bauteile gewisse Fertigungstoleranzen aufweisen, wurde zusätzlich eine Kalibrierung am realen Bauteil durchgeführt. Dies erlaubte eine Anpassung der Bahnplanung an die tatsächliche Geometrie und erhöhte somit die Genauigkeit des Prozesses. Ein wesentlicher Bestandteil der Lösung war die Implementierung einer kraftgeregelten Steuerung des Roboters. Diese stellte sicher, dass der Ultraschallprüfkopf mit einer konstanten Anpresskraft auf der Oberfläche des Bauteils geführt wurde. Dadurch konnten Messabweichungen minimiert und eine hohe Reproduzierbarkeit der Prüfergebnisse erzielt werden. Zudem wurde untersucht, wie sich unterschiedliche Koppelmitteldicken auf die Kraftregelung auswirken, um eine optimale Applikationsstrategie zu entwickeln. In der abschließenden Testphase wurde der automatisierte Prüfprozess mit einer exemplarischen Geometrie und Prozessparametern erprobt.
Ergebnis:
Die Ergebnisse bestätigten, dass der Roboter in der Lage ist, den Prüfkopf präzise zu führen und eine stabile Kopplung trotz ungenauer Bauteiloberfläche zu gewährleisten. Insgesamt konnte durch die entwickelte Lösung nachgewiesen werden, dass eine Automatisierung des Ultraschallprüfprozesses mit sensitiver Robotik technisch umsetzbar ist. Dies eröffnet neue Möglichkeiten für eine standardisierte und reproduzierbare Qualitätssicherung großer Schmiedebauteile. Die Ergebnisse zeigten eine deutliche Verbesserung der Prozessstabilität, eine Reduktion manueller Fehlerquellen sowie eine optimierte Qualitätssicherung. Zudem konnten wirtschaftliche Vorteile durch reduzierte Prüfzeiten und geringere Nacharbeitskosten identifiziert werden. Die Möglichkeit der digitalen Erfassung und Dokumentation der Prüfdaten trägt zudem maßgeblich zur Nachvollziehbarkeit und Optimierung der Qualitätssicherung bei. Diese Erkenntnisse bieten eine fundierte Grundlage für eine mögliche industrielle Implementierung und Skalierung des Prozesses.


